

��Դ �� ��Ԕ��
�Թ����������aƷ / �����a��������I
һ���ИI�����c�aƷ����
TPEP����䓹ܑ{��"�ȭh����3PE"�����ӏͺϷ����Y�����ӭh����ĩ+�Ќ��z𤄩+��Ӿ���ϩ������ݔˮ���͚�ݔ���I�F50����S�o��Խ���ܡ����^�ڂ��y�Όӷ������俹�B������3�����������_10MPa���ϣ�������-30����110��ز�_����2023������|�z���֔����@ʾ�����ؘʻ�TPEP��ˇ�Ĺܵ������¹��ʽ���62%��ӡ�C��ԓ���g�Ĺ��̃rֵ��
�����������a��ˇȫ���̲��
1. �����A̎�����������ɔ��ĵ�һ������
- ����̎����ͨ�^����C��0.8-1.2MPa���������ɰ��ʹ����ֲڶ��_50-100��m������Ϳ�Ӹ�����30%���ϡ�
-
���W��ϴ������pH9.5�ĉA��Ó֬��ȥ����֬����������\�D��̎�����γ�5-10��m�g��Ĥ��
���g�y�c���������x���������20ppm�ȣ���t�����lͿ���¸��g��
2. ���l�ӟᡪ��Ϳ�ӽY�����������ܴa
䓹���2-3m/min�ٶ�ͨ�^20-50kHz���l��Ȧ�����F220-250����ݶȜؿأ��ز��5��17��������ӟᣬ�ܺĽ���40%�ҟo����Ƥ���ɡ�ij�S�Ҍ��y�����������ضȲ���ÿ����1�棬Ϳ�ӄ��x�����½�0.3MPa��
3. �ȷ�����ʩ������ʳƷ�����o�ľ��ܿ���
- �o늇�Ϳ���h����ĩ����������60-80Ŀ����Ϳ늉�70kV���γ�150-250��m����Ϳ�ӡ�
-
�̻���ˇ��230���±���90-120�룬�_���h����֬���ȣ�85%��
�����ã�����ij��I���뼤���ھ��y��x�����F��5��m�ĺ�Ȍ��r�O�ء�
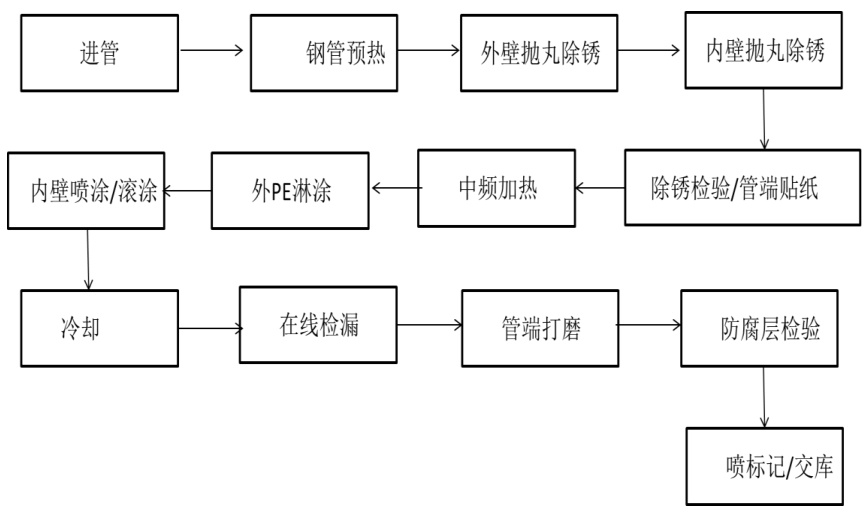
4. ������ӏͺϡ�����λһ�w�ķ��o�wϵ
- ��һ�ӣ��h����ĩ��FBE����Ϳ����ȡ�150��m���ṩꎘO���o��
- �ڶ��ӣ��������z𤄩�D��Ϳ����170-190�����ڠ�B���c�h�����γɻ��W�I�Y��17��
- �����ӣ�����ϩ��PE�������p�@����ȡ�3.7mm�����w��������0.3g/10min���
5. ��s���͡����^�Y���ěQ�����A��
����15-20��ѭ�hˮ�ݶ���s�����ʿ�����8-10��/min���^����s������PE�ӽY�����½����������_���������͡�ij����������s����ƫ��10%�r��PE�ӛ_���½�22%��
�����|�����Ƶ��ߴ���ľS��
- ��șz�y������늴ŸБ��x����ڣ��c�����x���ȱڣ������Sƫ���10%��
- �������yԇ�������_��1���˜ʣ����x���ȣ�35N/cm��
- 늻z©��5kV/mm늉��o�����c��
- �������ܣ�DN300�ܶ��䏝30��o�Ѽy��
- �ͻ��W�ԣ�10%HCl����48h�o���ݡ�
- ���_���ԣ�23����5J�_���o�Ɠp��
- �l��ָ�ˣ�����GB/T17219���ˮ�˜ʣ��ؽ�����������0.01mg/L��

�ġ���ˇ���������c�ИIչ��
- �h��������ɽ�|ij��I����ˮ�ԭh�����ᣬVOCs�ŷŽ���90%��
- ���ܿ��ƣ�����C��ҕ�Xϵ�y�����F��Ϳ������AI�\�ࡣ
- ���τ��£�ʯīϩ���ԭh����ĩʹ���}�F�r�gͻ��10000С�r��
- ��ˇ�ںϣ��Lԇ�����受���w�������g�ӣ��������Cе�p������30%��
�塢�xָُ�ϣ���e���ӵ��Ĵ�Ҫ�c
- �����|�������|Ʒ�ʾ���B����Ƥ������ȣ�50��m��
- �пڙz�y���õ�Ƭ���x�r���ϸ�Ʒ���g�Ԕ��Ѷ��njӠ���x��
- �Y�|�˲飺��߂��طN�O�������S���C��TS�����l���S��������
- ��ˇ��C��Ҫ��S���ṩ���l�ӟ�ض�����ӛ�17��
�Y�Z
TPEP����䓹ܵ����a�Dz��ϿƌW�������W���Ԅӻ����Ƶ�ϵ�y���ɡ��S��2025������GB/T 35845-202X�Č�ʩ���ИI���������ֻ����Gɫ���D�͡����h���a��I����ȫ���̔�����ϵ�y�����ӏ��c��У�����_�l���͏ͺ�Ϳ�Ӳ��ϣ��ԑ�������O�صȘO�˭h���ķ�������
 �Wվ���
�Wվ��� �P���҂�
�P���҂� ���YӍ
���YӍ �aƷ����
�aƷ���� ���̰���
���̰��� ϵ�҂�
ϵ�҂� �Wվ�؈D
�Wվ�؈D xml�؈D
xml�؈D
 �Ԓ��19103378888
�Ԓ��19103378888 �]�䣺431727371@qq.com
�]�䣺431727371@qq.com ��ַ���ӱ�ʡ�����}ɽ�h���۹��I�@�^
��ַ���ӱ�ʡ�����}ɽ�h���۹��I�@�^ �����W���� 13092502002328̖
�����W���� 13092502002328̖